Вулканизатор барабановтотКлючевое оборудование в производстве резиновых листов, конвейерных лент, резиновых полов и т. д. Изделие вулканизируется и формуется при высокой температуре и высоком давлении. В его состав входят главный вулканизационный барабан, стальная лента под давлением, приводной ролик, натяжной ролик и т. д. Стальная лента выполняет рольinПередача давления и тепла в процессе вулканизации является важным компонентом, обеспечивающим качество продукции.
Ленты из нержавеющей стали, упрочненные осаждением, широко используемые в барабанных вулканизаторах, обладают превосходными характеристиками: наиболее представительным примером является Mingke MT1650, где 1650указывает на то, что предел прочности на растяжение тотстальis1650 Н/мм²мартенситная нержавеющая стальИсходя из площади поперечного сечения стальной ленты, мы можем рассчитать предел прочности на растяжение стальной ленты. Предел прочности стальной ленты на растяжение является лишь справочным значением, а сила растяжения, которую она выдерживает, напрямую связана со сроком службы. Кроме того, фактическое время работы стальной ленты, ее типsПроизводительность производимой продукции и ежедневное техническое обслуживание стальной ленты — все это факторы, влияющие на срок службы стальной ленты.
Благодаря развитию технологий, мартенситная нержавеющая сталь MT1650 от компании Mingke получила широкое распространение в барабанных вулканизаторах, достигнув не только европейского уровня производства, но и получив дополнительные экономические преимущества. Нержавеющая сталь Mingke MT1650 с дисперсионным упрочнением — это низкоуглеродистая мартенситная нержавеющая сталь с дисперсионным упрочнением на основе хрома.,никель,Медь. Она в основном использует свои высокопрочные характеристики, хорошую коррозионную стойкость, не подвержена деформации при термообработке и сохраняет высокую прочность до температуры около 600 °F (316 °C). В то же время стальная лента обладает хорошей ремонтопригодностью.DПодробные характеристики представлены ниже: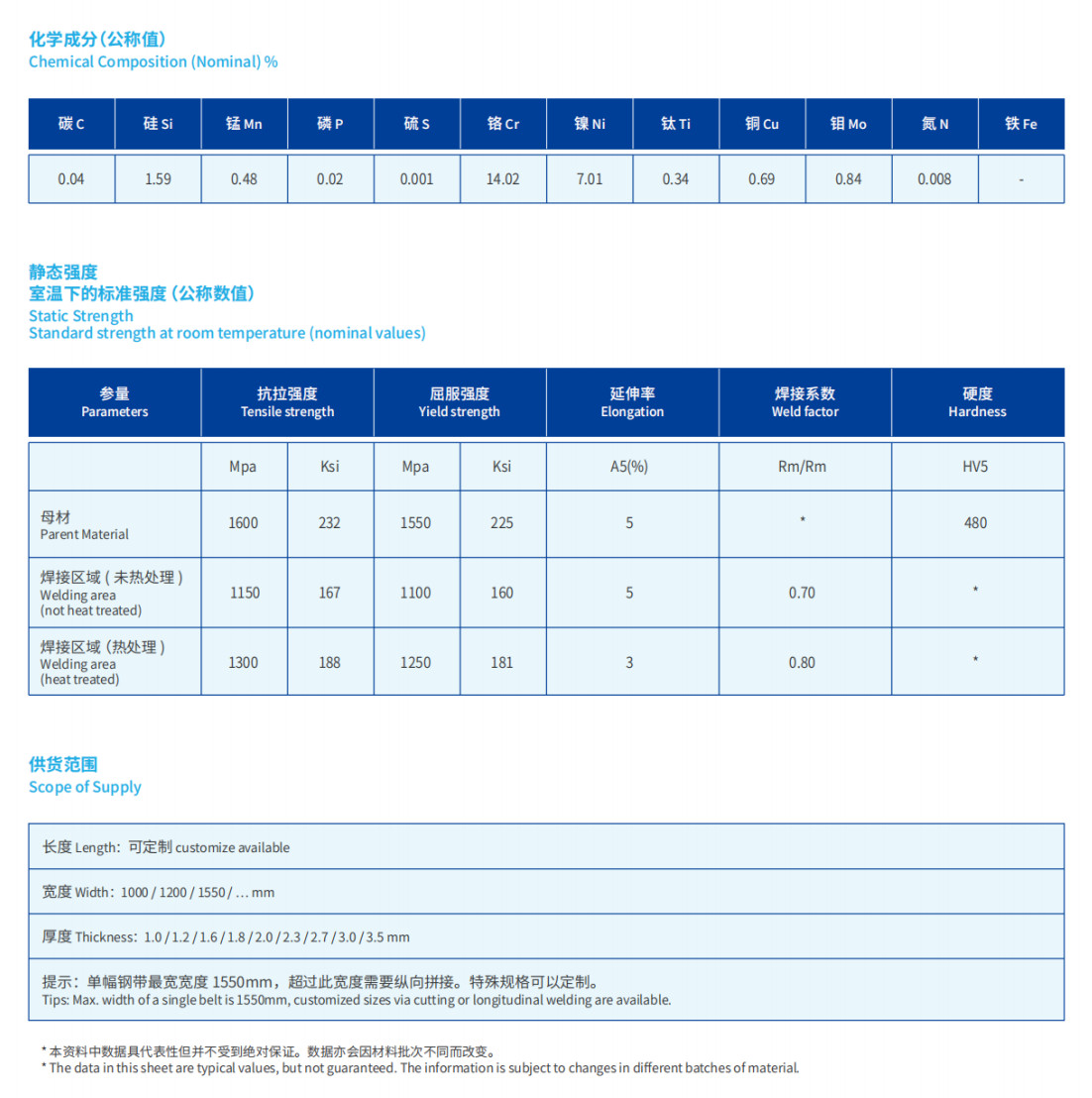
По сравнениюtoПри выборе стальной ленты для приклеивания к основанию, в отечественном производстве, очевидны следующие преимущества:
1) Стальная лента обладает длительным сроком службы, высокой термостойкостью, не склонна к растяжению, а также проста и удобна в обслуживании, в то время как стальная проволочная сетчатая лента требует повторной склейки в короткие сроки и легко растягивается;
2) Качество поверхности изделий, изготовленных из стальной полосы, хорошее, плоскостность и гладкость соответствуют высоким требованиям к точности обработки;
3) В стальной ленте не используется процесс склеивания, и оборудование может работать практически круглосуточно, обеспечивая высокую производительность;
4) Поверхность стальной полосы может быть обработана с высокой точностью, что соответствует требованиям к высококачественной продукции;
5) Стальная лента проста в обслуживании, а поврежденные участки можно демонтировать, отремонтировать и заменить новой заплаткой. Большие участки можно отрезать вдоль и приварить заново в новый участок стальной ленты.
6) Небольшое выпячиваниеsПри изготовлении стальной ленты используется метод термоусадки, что позволяет значительно улучшить плоскостность.
7) Если стальная лента деформируется продольно по всей длине, эффективного метода обслуживания не существует. Исключением является технология продольного соединения, требующая сложных технологических процессов, однако стоимость таких процессов высока.
Как эффективнее использовать стальную ленту?
Пользователи стальных ремней очень обеспокоены сроком службы стальных ремней, поэтому мы обобщили следующие моменты, касающиеся срока службы стальных ремней, в надежде помочьпомощьВам лучше разобраться в наших стальных лентах.
Fво-первыхстальной ремень будет испытывать слишком большую нагрузку.волявлияют на срок службы.
Какова оптимальная нагрузка на стальную ленту? Конечно, чем меньше нагрузка на стальную ленту, тем дольше срок её службы, что следует учитывать при производстве резиновых изделий. В целом, если взять стальную ленту MT1650, применяемую в DLG-7В качестве примера рассмотрим оборудование 00X1400 Шанхайского завода резинотехнического оборудования № 1. Большинство пользователей оборудования устанавливают значение гидравлического манометра примерно на уровне 15–20 МПа. Кроме того, из-за различных диаметров гидравлических цилиндров, используемых в барабанном вулканизаторе для поддержки удлинительных роликов, конкретные значения также будут отличаться. Для получения конкретных значений, указанных в гидравлической таблице барабанного вулканизатора, обратитесь к производителю оборудования.
Во-вторых, многие пользователи считают, что чем толще стальной ремень, тем длиннее лента.его срок службыПеред покупкой, на самом деле, произошло недоразумение. Хотя толстая стальная лента может выдерживать удары твердых предметов о материал и не склонна к образованию больших ямок, она имеет большой радиус изгиба, что делает ее более чувствительной к усталостным повреждениям, вызванным многократным изгибом, и напряжение изгиба при этом больше. Поэтому более толстая стальная лентаможет не иметь более длительного срока службы.
Кроме того, после укладки стальной ленты не рекомендуется сразу же регулировать давление до значения, необходимого для производства, и его следует постепенно увеличивать до достижения нормальной работы. Температуру стальной ленты также следует постепенно повышать, чтобы уменьшить внутренние деформации, вызванные тепловым расширением и сжатием, и не следует включать нагревательное устройство, когда вулканизатор останавливается.
Наконец, если выполняются следующие условияне обращают внимания наВ процессе эксплуатации стальной ремень также подвержен повреждениям:
1) Серьезное повреждение стальной ленты, вызванное неправильной эксплуатацией. Если резиновый материал частично перекрывает друг друга, в барабан вулканизатора могут попасть посторонние предметы, такие как инструменты для технического обслуживания, что приведет к локальной деформации стальной полосы и оставит следы на поверхности изделия.
2) Интервал технического обслуживания слишком велик, поверхность стальной ленты следует очищать каждую неделю.
3) Низкое качество вулканизированного сырья. Это в основном связано с чрезмерным локальным напряжением, вызванным твердыми посторонними частицами в сырье.
4) Оборудование работает неправильно. Например, отклонение стальной ленты, вызванное различными причинами, приводит к образованию складок на ленте.
5) Край стальной полосы образуетострыйугол, который вызывает концентрацию напряжений и образование трещин
6) Стальная лента плохо очищена.спосторонние предметы, прилипшие к внутренней поверхности стальной ленты
7) Резиновое изделие уже ширины стальной ленты, и край вулканизированного резинового изделия оказывает давление на одно и то же место стальной ленты в течение длительного времени.
8) Амплитуда вращения ролика ручной регулировки слишком велика, или барабанный вулканизатор часто подвергается регулировке.
Некоторые важные расчеты, касающиеся вулканизаторов барабанов.
1. Диаметр и длина барабана
Барабанный вулканизатор осуществляет нагрев, прессование и вулканизацию изделия на вулканизирующем барабане. Поэтому диаметр и длина вулканизирующего барабана являются одними из наиболее важных параметров.
— Обычно диаметр основного барабана составляет 350, 700, 1000, 1500 и 2000 мм. Соотношение диаметров основного и вспомогательного барабанов составляет: D0 = 2/3D, при этом диаметр вспомогательного барабана D0 не должен быть слишком малым, иначе это повлияет на усталостную прочность прижимной ленты. Слишком большой диаметр D0 приведет к громоздкости машины и неудобству в эксплуатации. Исходя из вышеизложенного анализа, оптимальный диаметр основного барабана для стальной проволочной прижимной ленты с клеевым соединением составляет D = 700–1000 мм;
- Для тонких стальных полос подходящим является диаметр D = 1500–2000 мм. Длина основного барабана,
- Исходя из ширины вулканизированного изделия, следует также учитывать вопрос жесткости, поэтому соотношение длины к диаметру не должно быть слишком большим, обычно оптимальным является соотношение L/D = 1–3.
Во-вторых, длина и толщина прижимного ремня.
- Давлениепоясявляется основным компонентом, обеспечивающим давление вулканизации изделия, а его ширина определяется максимальной шириной вулканизированного изделия.
-Длительность давленияпоясРасчет производится в соответствии со структурой вулканизатора, и по мере уменьшения длины L увеличивается срок службы под давлением.поясуменьшается пропорционально.
- Толщина прижимной ленты также напрямую влияет на прочность на растяжение, прочность на изгиб и усталостную долговечность стальной ленты. Следовательно, ее соответствие требованиям напрямую повлияет на производительность барабанного вулканизатора.
- Рассчитанное оптимальное значение для δ равно:
δ =(PDD0 /2E)1/2
δ – толщина зоны давленияпояссм
P-Давление вулканизации, кг/㎠
D — Диаметр вулканизационного барабана, см
E. Модуль упругости стальной ленты, кг/㎠
D0 – Минимальный диаметр ролика, через который проходит прижимная лента, обычно в сантиметрах в диаметре верхнего и нижнего регулировочных роликов или натяжных роликов.
3. Расчет натяжения стального ремня
E: Коэффициент упругости (кгс/мм²)
P: Натяжение стального ремня (кг)
D: Диаметр шкива (мм)
B: Ширина стальной ленты (мм)
T: Толщина стальной ленты (мм)
Например, стандартный малый барабан для серы производства Шанхайского резинового завода № 1 имеет диаметр 400 мм, большой барабан — 700 мм, а диаметр цилиндра — 100 мм. Давление составляет 20 МПа. Размер стальной полосы: 7650*1,2*1380 мм. Расчет производится по схеме (см. рисунок).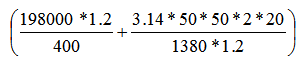 = 783,61 (меньше предела текучести 1100 МПа в сварном шве)
= 783,61 (меньше предела текучести 1100 МПа в сварном шве)
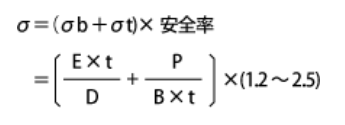
Значение σ должно быть ниже прочности сварного шва стальной полосы.
Если у вас возникнут вопросы или потребуется дополнительная информация, пожалуйста, свяжитесь с нами.
Дата публикации: 11 марта 2025 г.